毎月の品質報告書で「測定値は全部規格内」「平均もOK」――だから問題なし。そんな判断で報告を締めていませんか?
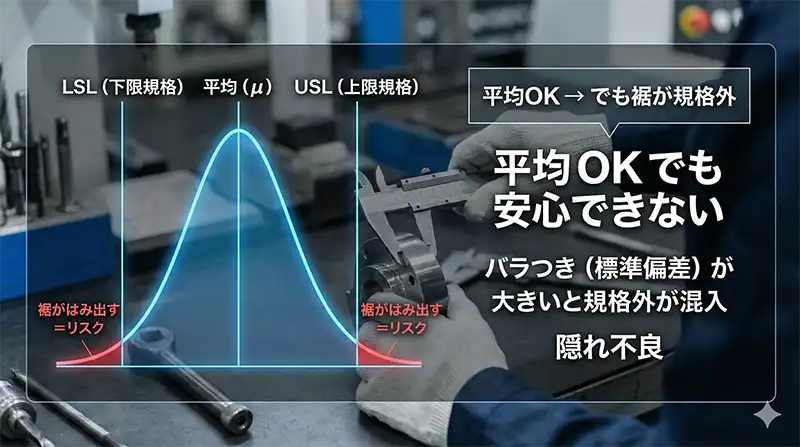
平均値が狙いどおりでも、寸法のバラつき(標準偏差)が大きいと、工程の状態によっては規格外が混入するリスクが上がります。平均は「中心」を示すだけで、「広がり(ばらつき)」は説明しないからです。
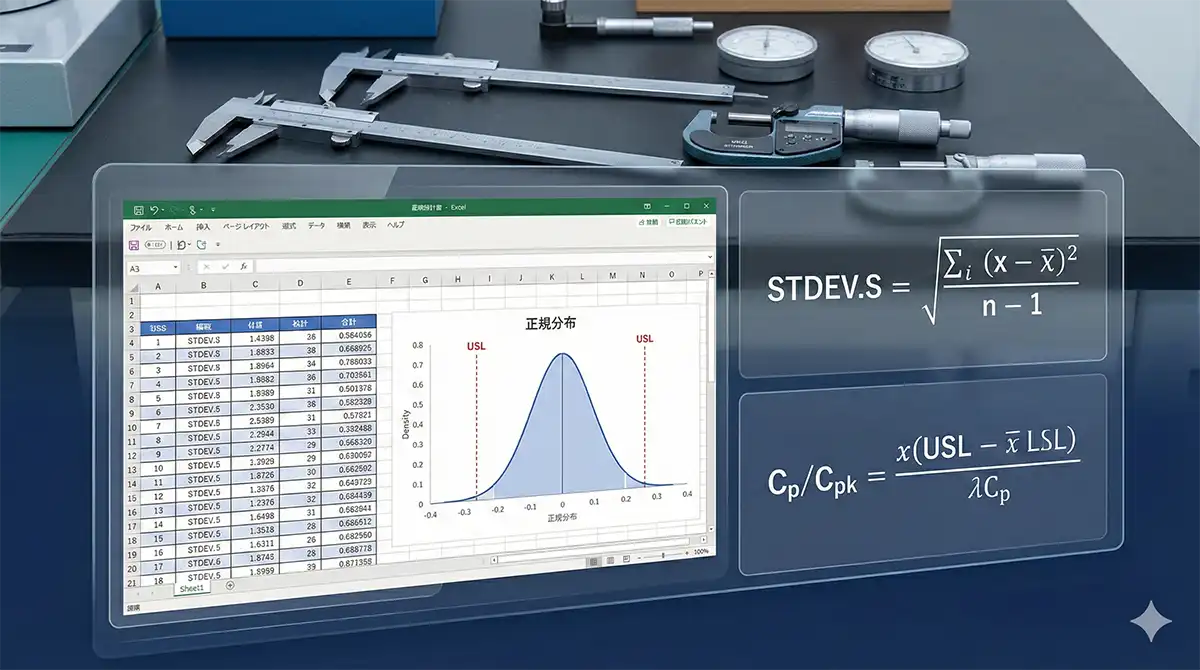
この記事では、ExcelのSTDEV.Sで標準偏差を出し、そこから3σ(平均±3×標準偏差)、さらにタイトルどおりCp/CpkまでExcelで算出できる形に落とし込みます。目的は「関数を知る」ではなく、品質報告書に貼れる形で、誰が担当でも壊れない運用にすることです。
この記事を読み終えるとできるようになること
- STDEV.S と STDEV.P の使い分けを、現場の判断基準で説明できる
- Excelで参照漏れしない「壊れない標準偏差」の作り方が分かる
- 平均・標準偏差から 3σ、Cp、Cpk を同じシートで算出できる
- 報告書コメントをAIで下書きし、属人化を減らせる

なぜ平均値だけの報告が現場の首を絞めるのか
規格内でもクレームが出る「見逃しパターン」

平均値が規格の真ん中付近でも、個々の製品の「バラつき」が大きいと、工程の状態によっては規格外が混入する可能性があります。平均はデータの重心であって、データの広がりを示さないためです。
支援に入った現場で実際にあった例です。そこでは「10個のサンプルの平均が規格内なら合格」という運用が長年続いていました。ところが、ある月に客先から大量返品の連絡が入り、社内で再測定すると「平均は設計中央値付近」でも、データの裾野が規格限界を越えていました。
原因は、平均だけを見て「広がり」を見ていなかったことです。抜取った10個がたまたま良かっただけ、という状況は現場で起きます。これを減らす基本が、標準偏差(STDEV.S)でバラつきを管理することです。
デジタル・スラム化する現場のExcelシート
関数の意味を理解せず「前任者が作ったから」と数値を打ち込むだけのシートは、負の遺産=デジタル・スラムです。担当が変わった瞬間、そのシートは「中身の正しさを誰も保証できない爆弾」になります。
実際に見た怖い例として、標準偏差の範囲指定が途中行で止まり、直近データが計算に反映されていないExcelがありました。見た目は“動く”のに、意思決定が間違う。これが一番危険です。
スラム化したシートにありがちな特徴を、チェック表にします。
| スラム化の特徴 | 潜んでいるリスク |
|---|---|
| マクロの中身がブラックボックス | Excel更新やPC入替で動かなくなった瞬間に業務停止 |
| 数式の参照範囲が固定($A$1:$A$10など) | 行追加しても計算に含まれず、誤った判断につながる |
| ファイル名が「最新_v2_修正.xlsx」 | 提出版が不明になり、監査・客先対応で説明不能 |
| 入力ミスを防ぐガード(入力規則)がない | 文字混入で #VALUE! などが発生し、計算結果が崩れる |
本記事では、これを避けるために「参照漏れしないSTDEV.S」「Cp/Cpkまで同じシートで算出」「入力と報告の分離」をセットで設計します。
抜取検査に不可欠なSTDEV.S関数の正しい設定
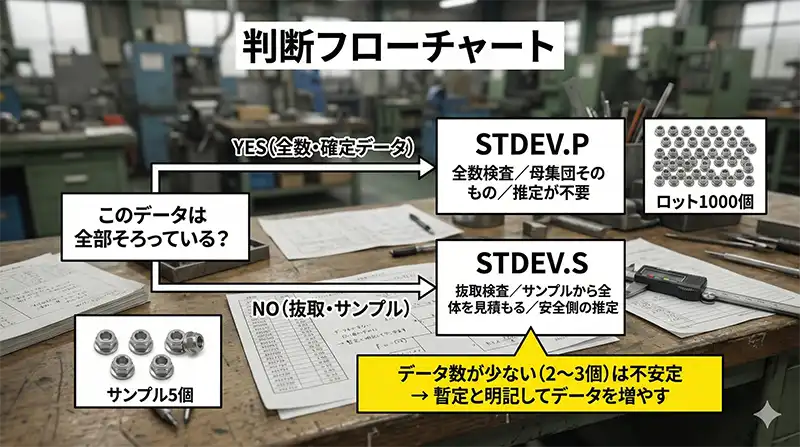
Excelの標準偏差には複数の関数があり迷います。現場での判断基準はシンプルです。
- 抜取検査(サンプル)で、ロット全体のばらつきを見積もりたい → STDEV.S
- 全数データが揃っていて、そのデータ自体が母集団(確定値) → STDEV.P
STDEV.S と STDEV.P の使い分けを現場目線で定義する
| 関数名 | 用途(判断基準) | 実務上のニュアンス |
|---|---|---|
| STDEV.S | 抜取検査(通常はこちら) | サンプルから全体のばらつきを推定する(標本として扱う) |
| STDEV.P | 全数検査・確定データ | 手元のデータが母集団そのもの(推定が不要) |
注意点として、データ数が極端に少ないと(例:2〜3個)、標準偏差は安定しません。少数データで判断する場合は「この判断は暫定」と明記し、データを増やす運用に寄せるのが安全です。
寸法管理を楽にする「壊れない」数式の組み方
=STDEV.S(B2:B11) のような直接指定は、参照漏れの温床です。対策はExcelのテーブル機能です。
- データをテーブルに変換:データ範囲を選択して
Ctrl + T - 構造化参照で標準偏差:
=STDEV.S(テーブル1[寸法]) - 効果:行が増えても参照範囲が自動追従(計算漏れを防ぐ)
(ToDo:内部リンク)工程能力指数(Cp/Cpk)の実践記事へ送る導線を後で差し込む
算出した標準偏差を「品質の武器」に変える設計
3σ(平均±3×標準偏差)で“先回り”する
標準偏差(σ)を算出したら、報告書で使いやすい形は3σの幅です。
Excel例(セル配置の一例):
- 平均:
=AVERAGE(テーブル1[寸法]) - 標準偏差:
=STDEV.S(テーブル1[寸法]) - 上側3σ:
=平均セル + 3*標準偏差セル - 下側3σ:
=平均セル - 3*標準偏差セル
ただし、3σ(99.7%)は「データが正規分布に近い」という前提のもとで使われる目安です。工程によって分布が歪む場合は、ヒストグラムや箱ひげ図なども併用し、コメントに前提を残すと監査耐性が上がります。
ここが本題:Cp/Cpk をExcelで算出する
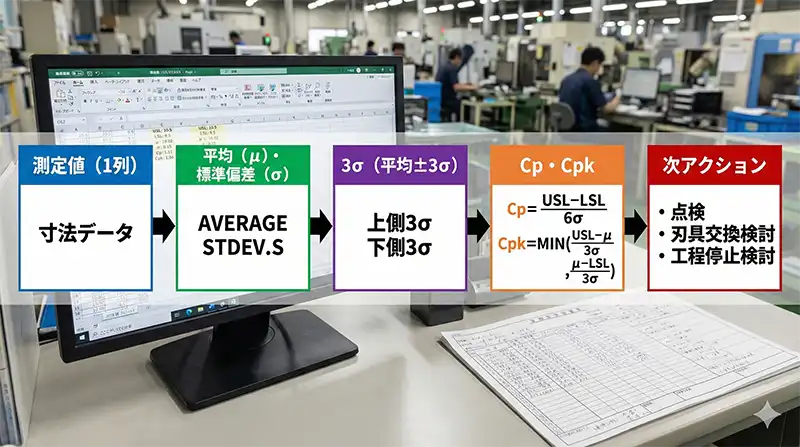
Cp/Cpkは、標準偏差が出て初めて計算できます。式は次のとおりです。
- Cp = (USL − LSL) / (6σ)
- Cpk = MIN( (USL − μ)/(3σ), (μ − LSL)/(3σ) )
Excelでの作り方(例):
- USL(上限規格)を
E2、LSL(下限規格)をE3に入力 - 平均(μ)を
E5、標準偏差(σ)をE6に置く - Cp:
=(E2-E3)/(6*E6) - Cpk:
=MIN((E2-E5)/(3*E6),(E5-E3)/(3*E6))
読み方(報告書に書ける言葉)
- Cpは「ばらつきが規格幅に対してどれくらい余裕があるか(中心ズレを無視)」
- Cpkは「中心ズレも含めた実力(現場での体感に近い)」
(ToDo:あなたの現場ルールを追記)例:Cpkが○○未満なら刃具交換を検討、○○未満なら工程停止判断、など。
監査で信頼を勝ち取る「報告書テンプレ」の2層構造

監査・客先で強いのは「担当者の頑張り」ではなく、ミスが起きにくい構造です。おすすめは次の2シート分離です。
| シート名 | 役割 | 設計ポイント |
|---|---|---|
| 入力用シート | 測定値入力専用 | テーブル化+入力規則(数値のみ)で事故を減らす |
| 報告用シート | 監査・客先提出用 | 平均・σ・3σ・Cp/Cpkを自動表示。数式は保護 |
AIを「品質管理の副審」として活用する技術
数値は出ても「報告書にどう書くか」で止まる現場は多いです。ここは属人化しやすいので、AIを下書き係として使うと運用が安定します。
AIで監査・客先向けコメントを下書きする
淡白な「異常なし」だけだと、突っ込まれる余地が残ります。AIには、数値と前提を渡して、論理的な文章の型に落としてもらいます。
そのまま使える「品質報告プロンプト」テンプレ
# 命令:以下の測定結果をもとに、品質報告書向けの分析コメントを300文字程度で作成してください。
# 前提:
– 本コメントは下書き。最終判断は現場責任者が行う。
– 3σの解釈は正規分布に近い場合の目安である点に触れる。
# 数値:
– 平均(μ):(ここに入力)
– 標準偏差(σ, STDEV.S):(ここに入力)
– 上限規格(USL):(ここに入力)
– 下限規格(LSL):(ここに入力)
– Cp:(ここに入力)
– Cpk:(ここに入力)
# 条件:
– 客先・監査に耐える客観トーン
– 3σ幅と規格幅の比較に触れる
– Cpkの値から、工程の状態と次アクション案(点検/刃具交換検討など)を提案する
AIは便利ですが、判断のハンドル(判定基準)は現場側に残します。そこを握っている限り、運用は「死ににくい」形になります。
まとめ
STDEV.Sで標準偏差を出すだけでは“計算ができた”に過ぎません。品質報告で効くのは、そこから3σ、そしてCp/Cpkまで同じシートで出し、説明の言葉までテンプレ化して、担当者が替わっても回る設計です。
注意点として、データ数が少ない場合は標準偏差やCp/Cpkの安定性が落ちます。少数データの月は「暫定」と書き、データ蓄積と併用する運用が安全です。


コメント